THS/FBB THS/MBB
Flat and modular conveyor inspection systems
The THS/FBB and THS/MBB systems are CEIA’s premier solutions for the in-line inspection of packaged products, such as vials and bottles. These systems integrate an ultra-high sensitivity Metal Detector onto a conveyor belt equipped with an automatic ejector, ensuring flawless contaminant detection. They are characterized by high immunity to environmental interference and advanced Product Effect Auto-Learn technology, which eliminates false alarms. The technical specifications are completed by digitally adjustable belt speeds, integrated AUTOTEST and AUTO-QC functions, and full compliance with UL/CSA standards, ensuring maximum safety and operational continuity.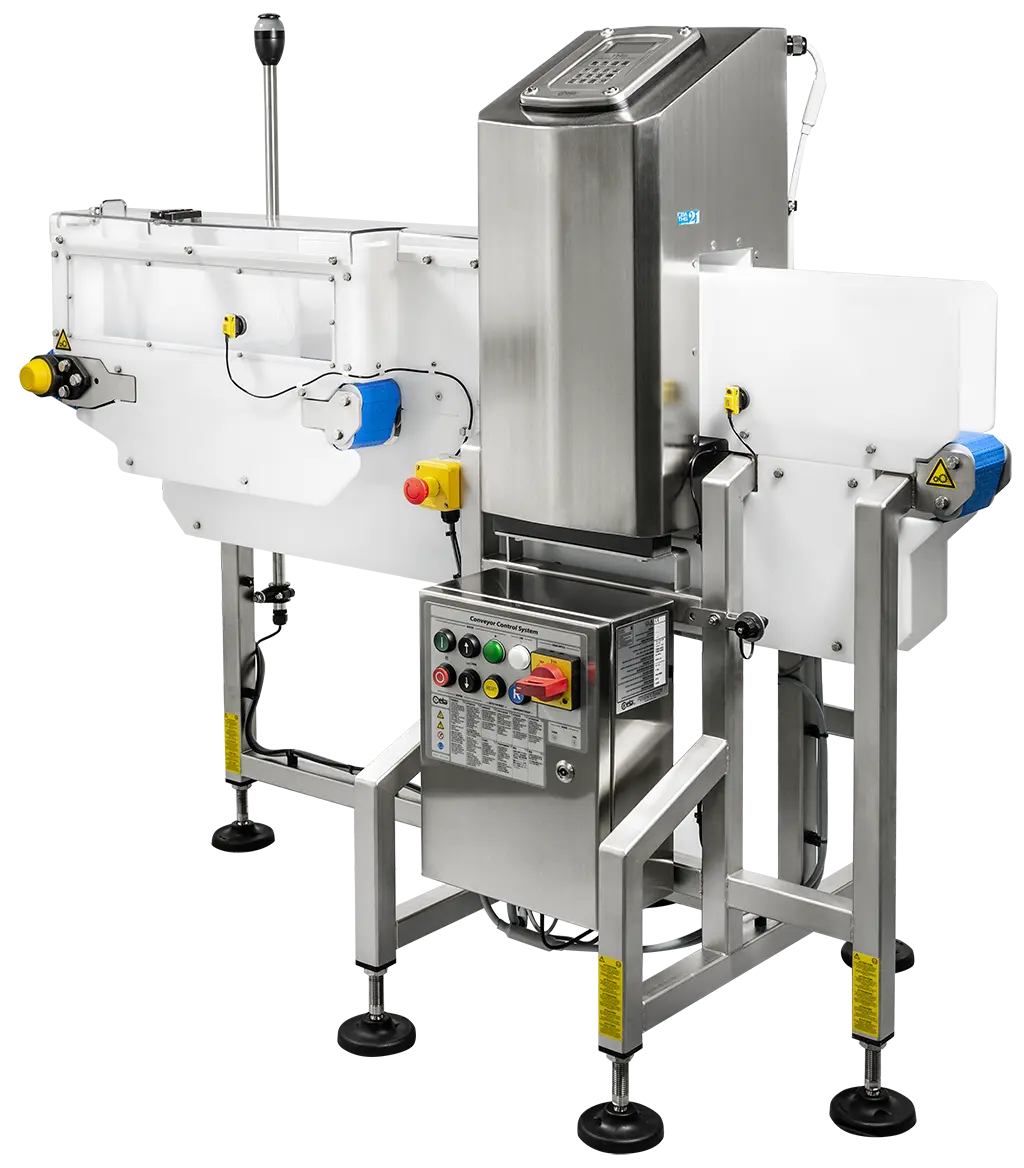
Key Points
Integrated Solutions for In-Line Inspection
The THS/FBB (Flat Belt) and THS/MBB (Modular Belt) systems represent CEIA’s technological answer for the automatic control of packaged or bulk products along conveyor lines. These systems integrate an ultra-high sensitivity Metal Detector onto a conveyor belt structure complete with automatic ejection systems, ensuring the interception and elimination of magnetic, non-magnetic, and especially stainless steel metallic contaminants, ensuring maximum protection for the final consumer.
Multi-Spectrum Technology and Product Effect
The heart of these systems is the exclusive Multi-Spectrum technology developed by CEIA. This innovation allows for the simultaneous analysis of different frequency responses, distinguishing with absolute precision the signal generated by metallic contaminants from that deriving from the "Product Effect". In the pharmaceutical and nutraceutical market, where the chemical-physical density of products can vary (e.g., effervescent tablets or high-mineral supplements), Multi-Spectrum technology cancels false rejects while maintaining unparalleled sensitivity levels on every type of metal.
Self-Learning System and Dynamic Tracking
The THS/21 Series revolutionizes the setup phase thanks to an exclusive self-learning system. In just a few passes, the device acquires product characteristics with a precision equivalent to hundreds of conventional passes. For products subject to micro-variations (such as changes in humidity or temperature), an advanced auto-acquisition function works constantly in the background. This dynamic monitoring updates detection parameters during the ordinary production process, ensuring that inspection effectiveness remains constant without line interruptions.
Hygienic Engineering and HACCP Compliance
All components of the FBB and MBB systems strictly respect HACCP criteria and international food and pharmaceutical safety regulations. The structure and mechanical parts are made of AISI 316L stainless steel with a mirror finish, while the plastics used comply with EU and FDA directives. The construction is designed to allow easy and rapid cleaning, with smooth surfaces and no stagnation areas, which are fundamental for preventing cross-contamination between different batches. Each system is also accompanied by certified Test Samples for periodic sensitivity validation.
Ejection Systems and Advanced Synchronization
Operational flexibility is guaranteed by a wide range of automatic ejectors configurable based on packaging: from a simple belt stop to air blast, pneumatic pusher, or the sophisticated retracting belt ("bridge"). A dedicated synchronization photocell manages ejection timing and transit counting with millimetric precision. The system constantly verifies the actual elimination of the contaminated product and monitors compressed air presence and the fill level of the reject bin, ensuring an error-proof ejection process (Fail Safe).
Connectivity 4.0 and Industrial Integration
The THS/FBB and MBB systems boast unparalleled integrated connectivity capabilities. Through digital motor control, it is possible to adjust belt speed and automatically synchronize it with adjacent transport systems. Interfacing with barcode readers allows for automatic product selection in real-time, minimizing the risk of human error. Remote management via Ethernet or Wi-Fi and compliance with FDA 21 CFR Part 11 for event traceability make these systems strategic tools for the efficiency and digitalization of the modern pharmaceutical factory.



