Implementing metal detection for pharmaceutical sachet line
Integrating the THS/PH21N-FFV with pneumatic conveying systems successfully solved space constraints on a sachet packaging line. This solution ensures high sensitivity, FDA compliance, and maximum product safety without requiring additional floor space.

Customer original request
The customer approached CEIA with a unique challenge: they needed to integrate a Metal Detector system into their existing sachet packaging line, which was fed by a pneumatic conveyor.
However, limited space constraints made it impossible to install a traditional Metal Detector directly above the sachet machine.
Solution
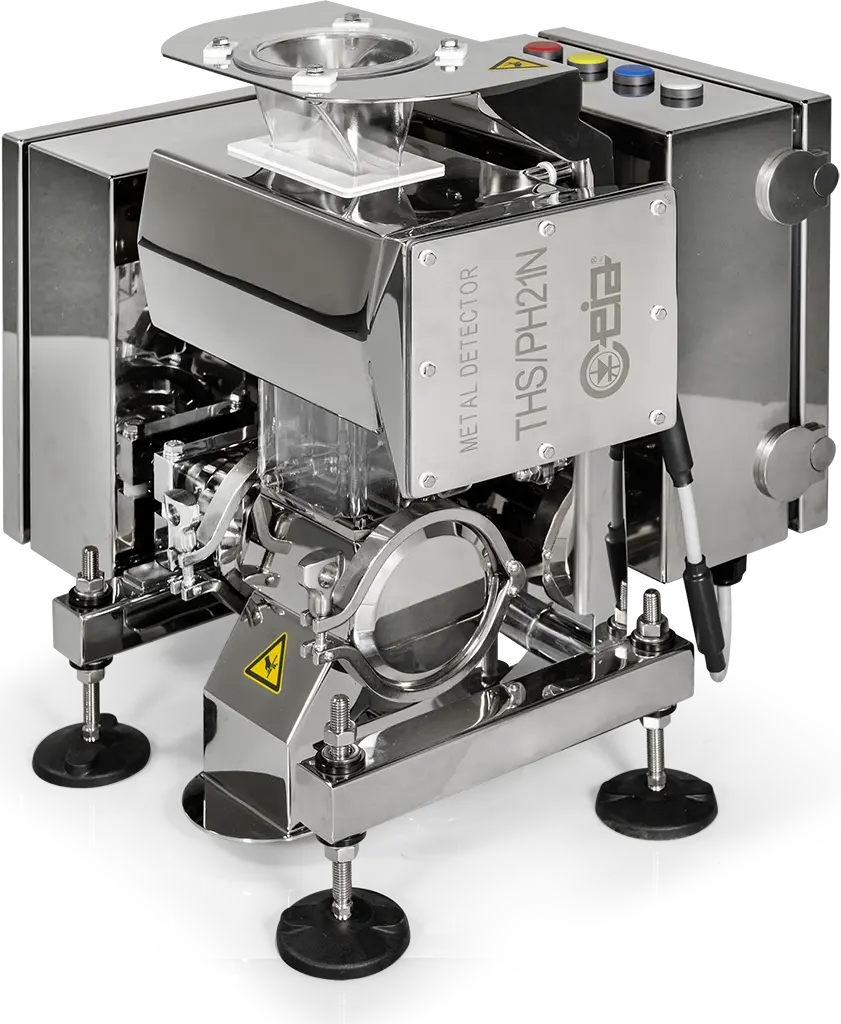
CEIA proposed a solution tailored to customer’s specific needs, combining CEIA's THS/PH21N-FFV Metal Detector with Pneumatic Conveying Solutions.
The integration allowed for seamless metal detection without occupying additional space within the constrained production environment.
Production steps
Pharmaceutical powder is transferred from the storage bin to the Metal Detector using the first pneumatic vacuum conveyor.
The powder is inspected as it passes through the THS/PH21N-FFV Metal Detector.
After inspection, the product is transferred to the sachet packaging line via the second pneumatic vacuum conveyor.

Key features & benefits
High sensitivity detection
The THS/PH21 system provided exceptional sensitivity, capable of accurately detecting various types of metal contaminants, such as Ferrous, Non-Ferrous and Stainless steel, ensuring product safety and compliance.
Rapid rejection system
Equipped with an innovative deflector, the Metal Detector offered quick response times for contaminant rejection, maintaining high production flow rates and minimizing downtime.
FDA compliance and data security
The embedded firmware in the THS/PH21 system ensured full FDA compliance, providing customer with confidence in regulatory adherence. Enhanced data security and traceability features further enhanced their quality control processes.
Ease of operation
The system was designed for user-friendly operation, with programmable quick access functions simplifying setup and maintenance procedures, optimizing production efficiency.
Optional features
The customer opted for additional features such as an anti-static infeed chute, mitigating the risk of electrostatic charge build-up during product transport, enhancing operational safety and efficiency.
Outcome
By implementing CEIA's THS/PH21N-FFV Metal Detector in combination with Pneumatic Conveying Solutions, the customer successfully addressed their metal detection needs within the limited space constraints of their sachet packaging line.
The integrated solution ensured product safety, compliance, and operational efficiency, enhancing customer's reputation as a reliable pharmaceutical producer.